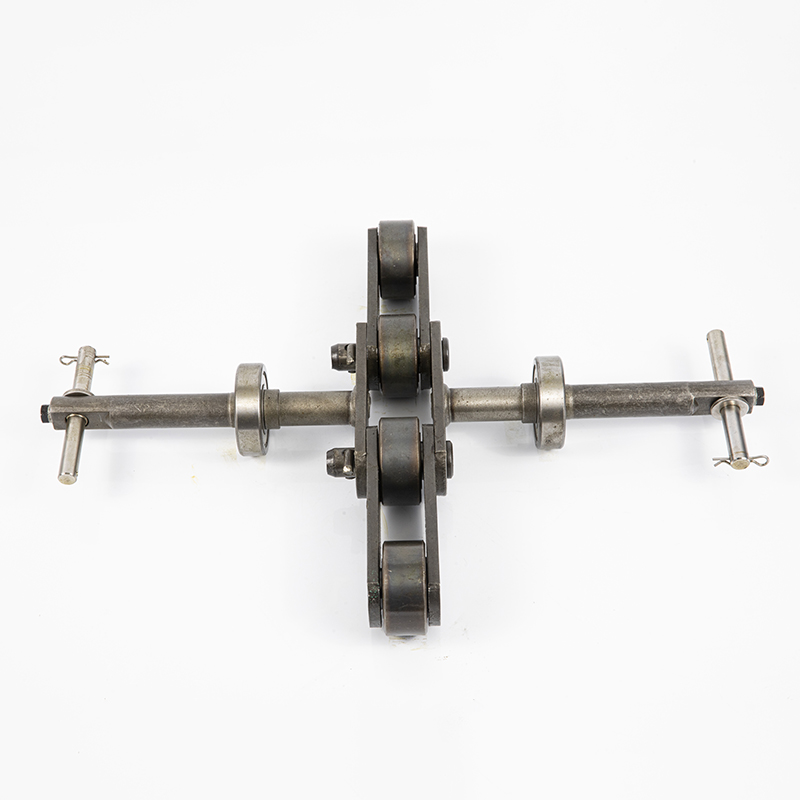
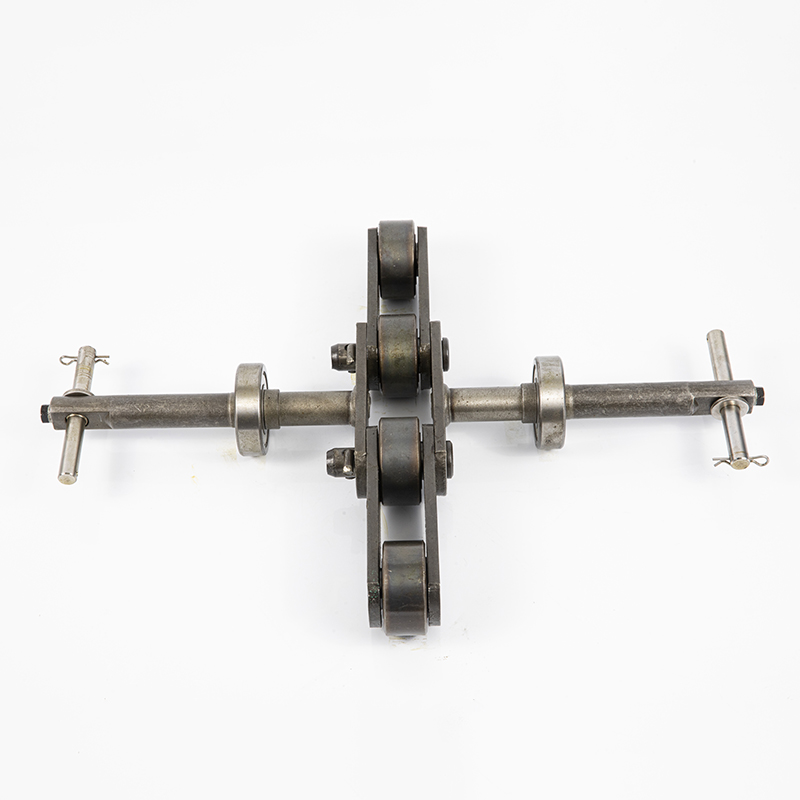
Kaksinkertainen rullakuljetinketju käsineiden tuotantoon
Voimansiirtoketjujen tyypit ja ominaisuudet ovat seuraavat:
1. Vakiokäyttörullaketju on yleinen käyttörullaketju, joka perustuu JIS- ja ANSI-spesifikaatioihin.
2. Levyketju on riippuva ketju, joka koostuu ketjulevyistä ja tapeista.
3. Ruostumattomasta teräksestä valmistettu ketju on ruostumattomasta teräksestä valmistettu ketju, jota voidaan käyttää erityisissä ympäristöissä, kuten lääkkeissä, vedessä ja korkeissa lämpötiloissa.
4. Ruosteenestoketju on ketju, jonka pinta on nikkelöity.
5. Vakiovarusteketju on ketju, jossa on lisävarusteita, jotka on kiinnitetty vakiorullaketjuun voimansiirtoa varten.
6. Ontto tappiketju on onttojen tappien yhdistämä ketju, ja lisävarusteita, kuten tappeja ja poikkipalkkeja, voidaan kiinnittää tai irrottaa vapaasti asiakkaan vaatimusten mukaisesti.
7. Kaksinkertainen rullaketju (tyyppi A) on JIS- ja ANSI-spesifikaatioiden mukainen ketju, jonka nousu on kaksinkertainen standardirullaketjuun verrattuna. Se on keskipituinen ja kevyt hidasvaihteinen voimansiirtoketju. Se sopii laitteisiin, joissa on pitkät akselivälit. 8. Kaksinkertainen rullaketju (tyyppi C) on JIS- ja ANSI-spesifikaatioiden mukainen kaksinkertainen standardirullaketjuun verrattuna. Ketjun pituus. Käytetään pääasiassa hitaaseen vaihteistoon ja käsittelyyn, ja siinä on vakiohalkaisijaltaan S-tyypin rulla ja suurihalkaisijaltaan R-tyypin rulla.
9. Kaksijakoinen apurullaketju on ketju, johon on kiinnitetty apulaitteita ja jota käytetään pääasiassa kuljetukseen.
10. ISO-B-tyyppinen rullaketju on ISO606-B-standardiin perustuva rullaketju. Tätä mallia käytetään eniten Isosta-Britanniasta, Ranskasta, Saksasta ja muualta tuotujen tuotteiden valmistuksessa.
Käsineiden poistokonetta käytetään laajalti useissa käsinevalmistajissa tuotannon tehokkuuden ja tuotteiden laadun parantamiseksi. Se jaetaan pääasiassa PVC-käsineiden poistokoneisiin, nitriilikäsineiden poistokoneisiin ja lateksikäsineiden poistokoneisiin, jotka täyttävät eri käsinevalmistajien vaatimukset.
Käsineen muotista irrotuskoneen toimintaprosessi on seuraava: synkronisen voimanottomekanismin aktiivinen hammaspyörä on kytketty käsineen tuotantolinjan käsineen muotin päävoimansiirtoketjuun, ja voima välittyy ohjauskiskon ohjaukseen; ohjauskiskon ohjaus on asennettu yksi-yhteen-vastaavuuteen käsineen muotin kanssa. Käsineen muotista irrotusmekanismi voi suorittaa pitkittäisen synkronisen liikkeen, sivuttaiserottumisliikkeen sekä mekaanisen kynnen avaamisen ja sulkemisen syklisiä toimintoja käsineen muotiin nähden, jolloin käsineen muotista irrotusoperaatiot ovat valmiit; käsineen puhallus ja puhallus vastaavat mekaanisten kynsien alkukiristystä. Käsineen muotin kiristämiseksi ja käsineiden poistamiseksi käsineet voidaan puhaltaa mekaanisiin kynsiin tai puhaltaa pois mekaanisista kynsistä, jolloin käsineen muotista irrotus automatisoidaan täysin.
Käsineiden muotista irrotuskoneen ominaisuudet: laite ja tuotantolinja toimivat synkronoidusti, moottoria ei tarvita, toiminta on sujuvaa ja melutaso on alhainen. Käsineiden sovitus käsimuottiin, puhallus ja laippaus, manipulaattorin levennys, manipulaattorin ulospäin suuntautuva liike, käsineiden riisuminen jne. suoritetaan samanaikaisesti. Sen etuna on nopea muotista irrotusnopeus, vähemmän käyttäjiä, alhaiset tuotantokustannukset, hyvä tuotteen laatu ja korkea saanto. Se voi korvata manuaalisen käytön.